|
|
|
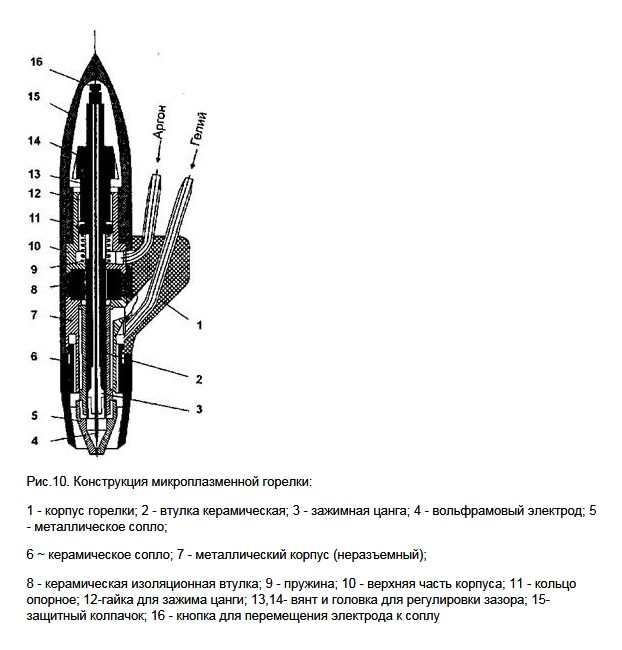
Пробел моего образования - сварка..: которая мне почти никогда не была нужна, тем не менее я периодически подсматривал работу разных сварщиков, да и сам иногда тыкал электродом в разные фиговины, удивляясь собственной бестолковости и обещая себе когда-нибудь научиться... А в недалеком светлом будущем сварка очень даже понадобится. Ну вот, на фоне временного разочарования в кемперной затее я и занялся сварочным самообразованием, для чего полез сначала в "Руководство для морского сварщика", проникся великими возможностями современной сварки, а затем погрузился в океан Интернет. Довольно быстро я откопал несколько типов сварочных аппаратов-гибридов "3 в 1" - AuroraPRO 175 (сварка обычным электродом (MMA) + аргон с вольфрамовым электродом (TIG) + аргон полуавтомат (MIG\MAG) или Brima CT-416 (MMA + TIG + плазменная резка (CUT)). Это обычный коммерческий ход - офигенски многофункциональное, почти дешевое и почти профессиональное оборудование, ну купи же, купи, купи... Чем хорош "YouTube" - видеоролики обо всем на свете и о сварке тоже, народ не стесняясь в выражениях - демонстрирует все, ругает матерно и хвалит тоже, причем весьма убедительно. Вот там я и увидел довольно редкую вещь - плазменную сварку-резку с использованием жидкости, которая испаряется в горелке, превращается в плазму и еще образует защитную среду для сварочной ванны. Теоретические выгоды этой идеи видны невооруженным взглядом - вместо баллона с аргоном, компрессора с ресивером и фильтром-осушителем мы имеем бачок с дистиллатом или водкой и плазменную горелку интересной конструкции. Эта горелка по умолчанию имеет два режима работы - косвенной дугой малой мощности и прямой дугой большой мощности, что позволяет работать с мелкими и тонкими деталями, а также с крупными и толстыми. Кроме этого, плазменная горелка создает очень маленькую сварочную ванну и не требуется особых умений, чтобы сваривать в любом положении в пространстве, что для меня-неумехи очень важно... Мой стандартный подход - сначала узнать все, что доступно.. Три убогих "бренда" - "Плазариум","Горынычъ" и "Мультиплаз" - одинаково слабы, но идея, которую они уперли у неизвестного автора из СССР, а потом друг у друга - весьма хороша. Суть ее в том, что зона образования электродуговой плазмы весьма горяча и ее можно использовать как топку парового котла, а пар использовать для образования плазмы, для сжатия дуги, для охлаждения сопла и катода, для выдувания расплавленного металла и защиты сварочной ванны от кислорода и азота. Вот так, просто и со вкусом неизвестный гений решил жутко сложную задачу - взял всем известную паяльную лампу, подвел к ней электричество и получил прибор фантастических способностей. Насмотревшись видеороликов и внимательно прочитав в mastercity.ru мысли человека под ником - "andrus30", я понял, что это сварочный аппарат "МНОГО в ОДНОМ" и даже больше, в чем и выражаю ему большую признательность. Его идеи тоже весьма разумны и проверены им практически - надо побольше сварочный ток, надо ровную постоянную подачу жидкости через жиклер из иглы шприца и надо иметь педаль для отключения обратного провода при окончании сварного шва на краю детали. Также он дал правильное название этого способа сварки - Plasma Liquid Welding (Плазма Жидкость Сварка) = PLW. А вот здесь можно начитаться (щелкни - обзор "Вебсварка"...), поумнеть и увидеть ляпы, которые проворонили конструкторы "Плазариум","Горынычъ","Мультиплаз", ну и постараться избежать их. Первоначальная идея была проста - режем-кроим болгаркой, свариваем электродами, зачищаем-красим как обычно.. Но теперь давай предположим, что я покупаю гибрид "Brima CT-416" (MMA+TIG+CUT) за 38214р., электроды 3-4мм, баллон аргона и воздушный компрессор. Тогда я смогу раскроить металл плазменным резаком РТ-31 с подачей воздуха 4атм. от компрессора, затем сварить некую конструкцию просто электродами или аргоном с присадочным прутком. Это штатные способности Brima CT-416 и дополнительного оборудования. Предыдущая модель - "Brima CT-312" - просто слабее, легче, дешевле и может использовать электроды лишь до 3мм., поэтому вообще не рассматривается. Совсем недавно это были нормальные типовые решения... Но!!! Если взять за основу сварочную плазменную горелку из 60-х годов СССР:
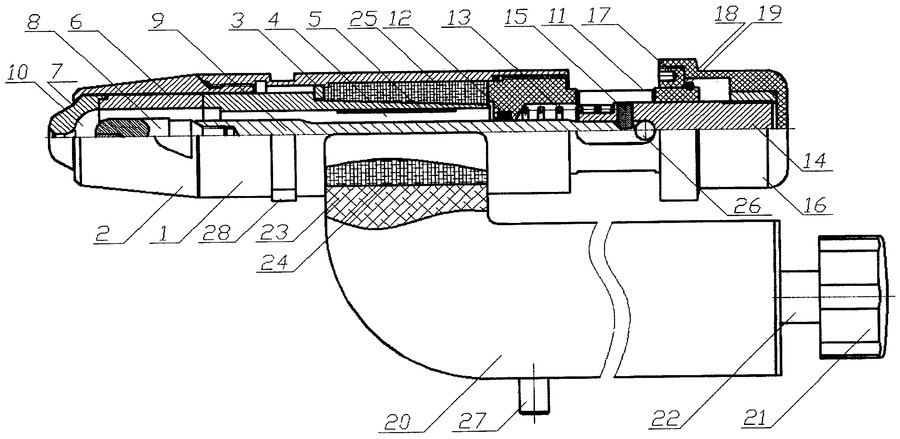
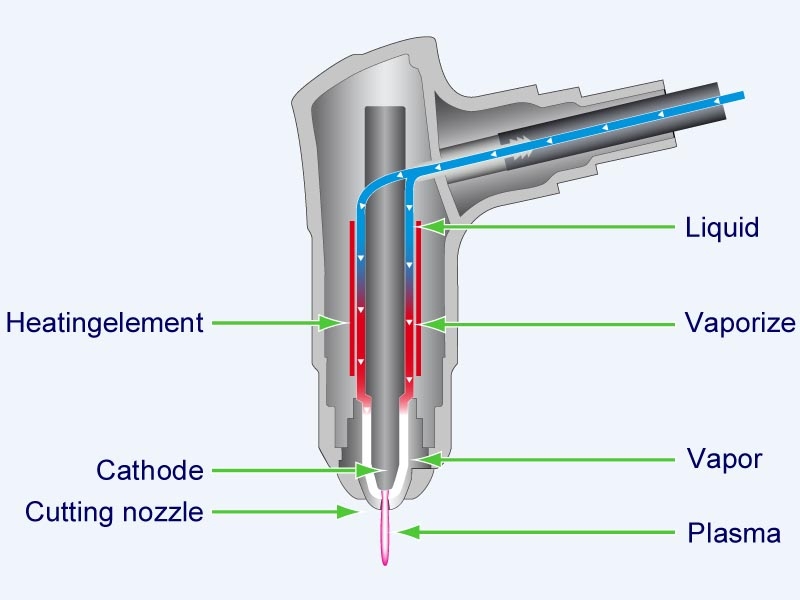
и грамотно сочинить почти такую же, исключив подачу гелия и аргона, но добавив испаритель жидкости, систему ее подачи по штатному шлангу (у холодильщиков славные тонкие шланги, даже с краниками..) и регулятор положения вольфрамового катода, то получим новую игрушку, которая сможет резать, сваривать и паять все, что режется, сваривается и паяется в принципе, от люминия до стекла, фарфора и чугуния. В пределах своей мощности, разумеется... А еще у гибридов Brima CT-416 есть ВЧ-зажигание дуги резака, что весьма недурственно тоже.. И надо бы иметь педаль, размыкающую обратный провод.. И надо иметь хорошее охлаждение сопла.. А еще я вычитал, что швы, сделанные Горынычем - не ржавеют, потому что там оксид образуется какой-то особенный, но кроме того ведь их можно просто оцинковывать или лудить.. Назовем это чудо горелкой PLW. Для примера весьма познавательный видеоролик (щелкни...) , ну и видно, что "Горынычъ" весьма слабоват для серьезных работ, причем о режиме работы прямой дугой вообще умалчивается, как будто конструктор и не знает о нем.. Для подачи жидкости "andrus30" использовал домашний распылитель для цветов, добавив к нему манометр (еще есть патент РФ-2334170 с встроенным в ручку электрическим гидравлическим насосом..). Рабочие жидкости - для резки нужна дистиллированная вода, для сварки 50% вода/спирт или вода/ацетон, или 3-5% аммиак/вода, или самогон, или автоомыватель, или пропиленгликоль, словом - нет предела фантазии, вот только резка зимой проблематична - дистиллированная вода змерзнет... А бензин, керосин, солярка, уайт-спирит, бутан-пропан, фреон R-141b или R-114b2? Ну не знаю, тогда надо все оборудование банзомаслостойкое, да и технику безопасности посерьезнее, опять же - чем и как вонять будет? Фосгенчику вдыхнуть не желаете? Применение для плазмообразования воды или смеси паров спирта и воды (C2H5OH + H2O) становится предельно понятным из того же обзора "Вебсварка" (где вода названа идеальной плазмообразующей средой..), равно как и подход к применению других жидкостей.. Кстати, применение двух типов сопел - для резки с малой дыркой, а для сварки с большой дыркой связано с выдуванием жидкого металла из сварочной ванны, но этот фактор еще зависит от давления жидкости в подающем бачке и расстояния до детали. Теперь славный гибрид Brima CT-416 будет уже MMA+TIG+CUT+PLW. Регулировка тока в режиме PLW = 5 - 40А позволит работать и с мелкотой, и со средними, толщиной до 8-12 мм. деталями, а в видеороликах максимальный ток PLW "Горынычъ" был всего лишь до 10А. Я еще подумаю об использовании FoxWeld 43 Multi или Сварог СТ-416, или Aurora PRO MultiWatt с током PLW до 40А, а еще поищу и подумаю об использовании аппарата только для плазменной резки CUT в режиме PLW, но в любом случае начинать надо с изготовления плазменной горелки PLW, которая и делает все остальные режимы ненужными, отсюда применение гибридов становится вроде как бы нерациональным, но разница между ними в цене оказалась совсем незначительной. И тогда я подумал, что универсальность - это важное свойство применительно к очумелым ручкам, ведь мне еще хочется иметь возможность использовать электроискровое наплавление и науглероживание под защитной углеводородной средой - тогда надо напрячь мозги и выдумать соленоидную искряшку-вибратор с испарителем из суперфехраля и вот тут пригодится низковольтный режим MMA или TIG. Или озадачусь импульсной сваркой. Опять же имеем мощное зарядное устройство или зимний стартерный толкач-прикуриватель.. А мож поставлю трактор с катушкой и реализую полуавтомат MIG/MAG или вдруг озадачусь гальваникой.. Кто знает, что я придумаю еще для такого мощного блока питания? Сунув свой длинный нос в Интернет-Китай, я обнаружил, что чиёзы ускакали вперед и откопал там свеженький сварочный гибрид "Tosense 520TSC" (MMA+TIG+CUT), который имеет мощь уже 7.7квт, ток ручной сварки 10-200А (потянет электроды 5мм - легко..), ток аргона 10-200А, ток плазменной резки 10-50А (сталь 12мм будет резать спокойно, при этом жрет 35А..), имеет ВЧ-зажигание в TIG+CUT и даже педаль управления током, имеет воздушный редуктор, фильтр, манометр, цифры, все это при весе 13кг., габаритах 390х160х240мм. и при цене 37659р. с педалью и доставкой из Китая - ну и главный грабитель тоже хочет получить свой кусочек 7660р., итого 45319р. Такой агрегат мне очень понравился, поэтому я очень задумался, посмотрел Юлю Ахмедову, восхитился, остыл и тут же его купил, понимая прекрасно, что завтра появятся еще лучшие, но мне за глаза и уши хватит этого. А здесь видео работы слабенького Мультиплаза 3500 (мощность 3.5квт, ток 9.5А, цена аж 120000р!!! - охреневший вконец отечественный производитель..) и Горыныча (щелкни 1...) , (щелкни 2...) , (щелкни 3...) , (щелкни 4...) , (щелкни 5...) , (щелкни 6...) , (щелкни 7...) , (щелкни 8...) , (щелкни 9...) , (щелкни 10...) , (щелкни 11...) , (щелкни 12...) , впечатлись и задумайся - как сделать горелку PLW при такой располагаемой мощности (почти 6.5 квт.) надежной, долговечной, да еще и удобной в работе? И обрати внимание на важную особенность - горелка позволяет плавно прогреть деталь на малой мощности, затем приварить что-то на большой мощности и медленно дать остыть на малой мощности, т.е. избежать термических неприятностей... Рассмотрим PLW горелку Горынычъ:
Горелка Мультиплаз:
Отсюда теоретические соображения:
жидкость надо подать вовнутрь катода и анода, разделив их изолирующей вставкой, например из тефлона. Образующийся пар по резьбе движется вниз и вылетает по касательной между соплом и катодом, образуя микроторнадо для стабилизации дуги. Давление на жидкость в подающем бачке определяет количество ее, поступающее в испаритель, количество вырабатываемого пара и степень охлаждения катод-анода. Бачок всегда под рукой, манометр тоже рядом - проблем нет, кроме одной, начального парообразования.. Если плазменные резаки на 40А потребляют воздух 130 л/мин, то жидкости надо в 1000 раз меньше - 0.13 л/мин при давлении 4 атм., тогда температура кипения воды будет примерно 140 градусов. Поступая в сопло, пар еще перегреется, а в зоне дуги превратится в плазму. ------------------ Итак: - анод-сопло-испаритель должен быть потолще для хорошего теплоотвода, сопло вкручиваем на высокотемпературном силиконе для лучшей теплопередачи. Чисто случайно я нашел медную трубку диаметром 18 / 10 мм., из которой получаются замечательные испарители. С одной стороны вкручивается сопло с резьбой М14х1, а с другой стороны пробка на резьбе М16х1, которая запирает внутри тефлоновую втулку, поскольку давление внутри испарителя может быть до 10 бар. В конечном итоге мощность горелки определяется ее охлаждением...- хочется верить, что моя конструкция сможет соответствовать 6.5 квт. мощности блока питания Tosense 520TSC в режиме CUT. Хорошо бы разделить анод-катод жаропрочной стеклянной или керамической трубкой, а резьбы нарезать на катододержателе и на испарителе, улучшив их охлаждение, но пока, увы, не могу... Сбоку под углом 5 градусов вкручивается на резьбе М6 и пропаивается серебром трубка подачи жидкости; - эта медная трубка, подводящая жидкость, имеет резьбу 7/16" для подключения гибкого шланга от бачка, зажим-клемму для провода анода и дросселирующий обратный клапан, который ограничивает расход жидкости и не дает жидкости двигаться назад в бачок при резком повышении давления пара, это нехорошее явление заканчивается перегревом горелки; - тефлоновая вставка-изолятор имеет точное центральное отверстие с резьбой М6х1 под катододержатель, проточку и отверстие для подвода воды в катод, винтовую канавку для подвода воды в анод и резьбу П14х3х2 для отвода пара в сопло. В проточке имеем тефлоновое кольцо с отверстием для удлинения искрового промежутка и гальванического пути тока; - длинный катододержатель имеет короткую резьбу М6 для крепления медно-вольфрамового катода, проточку, отверстия и трубку-иглу для подвода жидкости в катод, длинную резьбу М6 для перемещения катода с целью регулировки тока для установки режима работы и по мере износа катода, крепления подводящей ток клеммы и изолированной ручки; - стеклопластиковая ручка имеет клавишу с микриком для включения реле косвенной (внутренней) дуги. Прямая дуга образуется при касании струи плазмы обрабатываемой детали, если к ней подключен провод анода, а ток прямой (и косвенной тоже - с балластом..) дуги регулируется ручкой потенциометра на передней панели Tosense 520TSC или потенциометрами педали. При окончании реза или сварного шва можно уменьшить ток и выключить дугу - не убирая горелку от детали. Ручка разнимается на 2 части и имеет внутри клавишу с микриком и силовые клеммы; - необходимо иметь на сопле съемный неодимовый магнит для вращения дуги, при этом дуга должна вращаться противоположно вращению струй паров жидкости для организации структуры хобота торнадо и не изнашивать катод-анод в одной точке, что важно при разогреве горелки и при работе косвенной дугой; - перед стартом и в процессе работы необходимо по манометру накачивать необходимое для сварки или резки давление в бачке с жидкостью; - дежурный ВЧ поджиг дуги косвенного режима позволяет не заморачиваться проблемами зажигания, важно только разделить искровые промежутки с присутствием жидкости твердым жаростойким изолятором - по мере прогрева и парообразования дуга будет вытеснена в сопло и внаружу; - диапазон регулировки тока в режиме CUT имеем от 3 до 54А с подачей тока на сопло через дополнительный разъем, причем система управления держит ток согласно задания и это не очень-то удобно, ибо надо не забывать уменьшать ток при переходе в режим косвенной дуги; - педаль для пуск-стоп, регулировки тока и точечного режима сварки со снятой пружиной, чтобы не держать на ней ногу постоянно, на передней панели есть включатель педали; - бачок опрыскивателя с трубкой и краником для подачи жидкости или бачок для приготовления газировки - интересно попробовать дистиллат-газировку в роли рабочей жидкости; - горелка PLW должна иметь простейшую крепкую конструкцию и выдерживать морской тропический климат; - ну и разные приспособы для работы - колесный ограничитель расстояния до детали, шаблоны, линейка, угольник, балерина и лекала; - по окончании работы всегда отключать горелку и продувать ее для защиты против коррозии; Мне кажется, что получится совсем несложное устройство, в котором я постараюсь учесть все разумные идеи приведенного выше обзора "Вебсварка" и размеры которого я откорректирую, когда получу катоды и сопла SG 51 для CUT-60, а также вольфрамовые сварочные катоды WP2064. Итак, завтра, 13.11.2015 надо купить срочно катоды SG-55 и смородину с сахаром, ибо послезавтра я снова отправляюсь в Антарктику, начинаю курочить Tosense 520TSC и проектировать, а затем строить горелку PLW. Вот так вот, voila..
Ну и большая стеклопластиковая ручка, слегка удаленная от горячей зоны и слегка ортопедическая, с клавишей и микриком включения реле дуги рабочего режима. Если нужно сделать паузу, то следует уменьшить ток и поставить горелку в держатель соплом вверх. При отпускании клавиши выключается внутренняя дуга, а подачу жидкости выключаем краником на бачке. При запуске остывшей горелки следует короткими импульсами разогреть ее до интенсивного парообразования, затем отрегулировать ток и давление жидкости. А если я захочу таскаться с педалью, тогда педаль будет регулировать ток и включать-выключать дугу.. С штатной минусовой клеммы провод на 50А придет на пружинящую клемму катода. Анод-испаритель проводом на 15А соединен с дополнительным разъемом, который через суперфехралевый балласт соединен с плюсовой клеммой. Все это необходимо для правильной работы внутренней (дежурной, косвенной..) дуги с ВЧ поджигом - на малых, до 12-15А, токах, а работу прямой дуги с током до 54А обеспечивает штатный плюсовый провод с зажимом. Следовательно, надо сделать одноштырьковый разъем на 20А и тогда горедка PLW, педаль-регулятор и остальное оборудование будут работать в своих штатных подключениях. А вот в разъеме педали два правых контакта включают-выключают реле дуги (можно использовать перемычку или микрик..), затем два контакта свободны и три левых контакта - включают в схему управления током два обычных потенциометра (9+10 ком), т.е. можно воспользоваться 5-ю проводами и большой коробкой педали для реализации других режимов управлением током, понимая принцип широтно-импульсной модуляции. Разглядемши штатный манометр, 0-1мРа, я понял - на питающем бачке можно иметь небольшой манометр на 0-4кг/см2 и не нужно привязывать бачок с жидкостью к блоку питания, а вот ножной насос с манометром был бы очень к месту и можно поддерживать давление в бачке лёгким движением левой ноги, ну и фокус с газировкой тоже следует опробовать, тем паче - люблю я в тропиках холодную газировку, поэтому есть резон иметь хороший газировочный бачок и кучку баллончиков..
Чисто теоретически - а почему бы не заставить аргон-дуговую горелку работать на жидкости? Разогревать ее на постороннем куске металла до кипения жидкости и затем уже работать с нужными деталями.. Еще я хочу иметь пятый режим работы Tosense 520TSC - электроискровая наплавка и науглероживание в защитной среде аргона или углеводородов. Зачем мне это? Все просто - электрическая искра, вернее микродуга, переносит расплавленный металл, который прилипает к детали и мгновенно остужается. Сама деталь при этом почти не нагревается и в результате мы имеем крепкое поверхностное покрытие с нужными свойствами. В низковольтном режиме TIG или MMA ручка-вибратор на принципе катушки Румкорфа заставляет вибрировать электрод, а искра переносит металл с электрода на деталь. Защитная среда - острый пар спирто-водяной смеси готовится в испарителе, нагреваевом суперфехралевой спиралью и, возможно, она же будет балластом и электромагнитом, не знаю.. Увидеть общую идею можно здесь (щелкни...) и обрати внимание, японцы применяют не только вибрацию, но и вращение электрода и питание короткими импульсами от конденсаторов, т.е. можно купить готовую бормашинку, вибратор и даже ультразвуковой вибратор от MicroDepo 150. Я думаю, что система широтно-импульсного управления током в Tosense 520TSC позволит мне похимичить в этом направлении и вместо мощного блокинг-генератора на больших конденсаторах изобразить то же самое в системе управления, если ее быстродействие позволит, тем паче - основание педали управления током представляет собой большую пустую железную коробку с микровыключателем, двумя потенциометрами и семиштырьковым разъемом. Туда можно засунуть много чего.. А здесь можно почитать щелкни, там много интересного.. Наконец, лирическое отступление - в результате всего этого я буду иметь плазменную струю с мощностью 0.3-6.5 кВт, температурой 6000-50000 градусов и разнообразного химического состава плюс обычный арсенал металлообработки. Освоив приведенные в видеороликах и другие возможные операции с таким инструментом в дополнение к станочной машинерии и композитной сэндвич-скульптуре, можно изрядно расширить свои возможности в создании сложных гибридных конструкций, сочетать надежно негниющие композитные объемные сооружения с нержавеющими металлическими деталями и твердыми, покрытыми карбидом вольфрама, подшипниками - причем практически на кухне и, естественно, расширить спектр желаний и замыслов - соответственно, жизнь становится еще интереснее и смешнее. Спасибо УАЗику за внезапную, очень даже продуктивную идею.. А еще вычитал в Уазбуке перед отходом, что завод собирается делать в 2016 году длиннобазовый УАЗик и жилой модуль - интересно.., мое письмо гендиректору тоже капнуло на мозги, а? На этом фоне мой кемпер уже не будет бросаться в глаза: "УАЗик - он и в Африке УАЗик"... Снявши кожух Tosense 520TSC, я увидел вполне приличную конструкцию с совершенно жуткими алюминиевыми выходными шинами, которые надо немедленно заменить на медные, а еще изготовить дополнительный разъем, балласт и вмонтировать это все внутрь..
И вот вам результат - медные шины с аккуратно просверлеными отверстиями, балласт, ножевой разъем и кусочек толстой стеклоткани, чтобы не пожечь балластом схему ВЧ поджига, которая находится внизу, чуть в стороне. При хорошем настроении я еще покрою их контакты серебром.. Возможно потом придется корректировать балласт, поэтому я сделал его избыточно большим, чтобы было чего отрезать. Двойная проволока годится примерно на ток 10А - проверю потом, а если будет слишком сильно греться, то придется вынести балласт от разъема внаружу, типа школьного реостата..
Вот.., примитивная ручка из двух палочек, обмотанных изолентой, в первом приближении все как-то там работает, надо еще немного погонять и разобрать, посмотреть на состояние внутренностей.. И, разумеется, снять характеристики, устроить настоящие ходовые испытания. Наступило лето 2016, я купил грузовичок ISUZU ELF 3.5 Long с бортсетью 24 вольт и двухцилиндровый компрессор на 10бар, 150л/мин, 45А, потом кучу пневмоинструмента и плазмотрон SG-55-5М, для которого у меня уже есть куча расходников - сопел и катодов. SG-55 прям просит, чтобы к нему в катод подвели подачу воздуха и жидкости, а к соплу присоединили анод через балласт и утончили регулировку тока от 0.5А. Тогда получится еще более универсальная воздушно-жидкостная горелка PALW (Plasma-Air-Liquid-Welding), что я и попробую сделать в этом рейсе.. Рассмотрев хорошенько эту горелку, я понял, что достаточно досверлить и дорезать резьбу М6 крепления катода до выхода из головки и появится возможность вкручивать и регулировать иглу-сопло для подачи воздуха, жидкости или смеси жидкости с воздухом в катод с последующим выходом через керамический завихритель в сопло. Мне кажется привлекательной идея подавать жидкость в поток воздуха с помощью элементарного эжектора из обыкновенной стеклянной бутылки с резьбовой пробкой, способной выдержать 6-10 кг/кв.см., как это делается в распылителе "RAPTOR". Тогда получится 2 перепада давления - на эжекторе и на сопле в катоде, где капельное парообразование будет весьма эффективно охлаждать катод, создавать противодавление, затем охлаждать анод и на выходе из сопла создавать защитную среду. Здесь проблема дозировки жидкости легко решается иглой, запирающей трубку подачи жидкости из бутылки. Я уже сделал клемму для присоединения провода анода к изолированному соплу для работы внутренней дуги и приготовил педаль, чтобы попытаться утончить регулировку малых токов и, возможно, попытаюсь пристроить регулировочный потенциометр прямо на ручку горелки. А еще мне кажется, что все это будет прекрасно работать вместо аргона в аргоно-дуговой горелке с вольфрамовым катодом на токах до 200А...
Работает эта штучка элементарно - воздух под давлением около 6 кг/см2 подается в сопло 1мм. и по сверлению в бутылку с жидкостью. Жидкость может подняться по трубке в корпус эжектора сбоку от сопла 1мм., из которого свищет струя воздуха, но игла запирает трубку. Струя воздуха расширяется в ступенчатом приемном сопле, теряет давление примерно до 4 кг/см2, слегка охлаждается и движется по шлангу в катод горелки SG-55, а затем в завихритель и в сопло анода, по пути охлаждая их. Это обычный режим работы горелки SG-55, а рацуха лишь в том, что я ввел подачу воздуха вовнутрь катода, улучшив его охлаждение. Для этого я продолжил резьбу М6 до выхода из головки горелки и изготовил иглу, убив на нее целый вечер, ибо больно тонкая оказалась работа.. В европейских катодах я рассверлил отверстия до 3.5мм - как в китайских, а игла подачи воздуха имеет диаметр 2.5мм и отверстие 1.5мм. Это сделано для второго расширения и охлаждения воздуха внутри катода, что увеличивает его моторесурс. Все меняется, когда я плавно открываю подачу жидкости и мельчайшая жидкостная пыль уносится воздухом в горелку, там испаряется, интенсивно охлаждает элементы горелки и создает защитную среду. При сварке и пайке придется уменьшать давление воздуха, чтобы не выдувать металл из сварочной ванны, но это уже детали процесса. Естественно, придется изучить свойства плазмы разных воздушно-жидкостных смесей, но если они не захотят защищать сварную зону или будут делать пористый шов, то я введу прямую подачу жидкости в катод через капиллярную трубку. И еще - провод катода, который проходит внутри шланга подачи воздуха, сдохнет быстро в агрессивной среде, поэтому выносим его внаружу, рядом с проводом анода и проводом управления.
Ехидно мне знать - а не сможет ли Tosense 520TSC работать от бортсети 24в., а? Надо разобраться...
Пробел моего образования - сварка.. и в рейсе 2018 года я успешно заполнял его, набивая руку на электродах Wester - AHO21 диаметром 2 мм, посчитамши, что тонкая работа много труднее и выучиться ей тоже труднее. При этом я заготовил себе видеоролики ребят-умельцев, которые сильно мне помогли освоить новое дело. В следующем рейсе я продолжу тренировки ручной сварки до полного освоения на профи-уровне в любом положении. и вот уже 2021 год, я довольно неплохо навострился ручной сварке, а что касается работы с плазмой - очередная рациональная идея после долгих размышлений (вся беда в том, что отрегулировать устойчивую работу горелки никак не получалось..) свелась к покупке бытового парогенератора "Karcher SC1" мощностью 1200 ватт и силиконовой трубке внутренним диаметром 5 мм. Суть идеи в том, что подача пара давлением до 3 кг/см2 от отдельного парогенератора позволяет использовать не только горелку SG-55 или AG-60, но и горелку для аргоно-дуговой сварки вольфрамовым электродом - TIG, при этом используется изрядно переделанная система подачи воздуха или пара. Воздух от пневмосистемы или пар от парогенератора подается через Евромаму-папу в "Tosense 520TSC" и напрямую в шланг к горелке SG-55, AG-60 или TIG. При этом провод подачи сварочного тока проводится отдельно, не в трубке подачи пара - ибо сгниет мгновенно.. В таком случае в начале работы система должна прогреться и по этой причине был удален электромагнитный клапан, пар открывается на парогенераторе, а воздух на пневмосистеме. Разумеется, манометр остался подключен.. Таким образом, я надеюсь полностью использовать штатные возможности "Tosense 520TSC" и освоить паро-дуговую сварку вместо аргоно-дуговой, уж больно красиво она выглядит, а в сравнении с потаскушками тяжеленных и дорогущих баллонов с кислородом, аргоном и ацетиленом просто невероятно привлекательно.. Разобрамши горелки SG-55, AG-60 и TIG, я увидел, что при небольшой доработке их головы можно легко менять в базовой ручке от AG-60 и тогда в "Karcher SC1" заливаем 200мл. спирта на дистиллате 50/50, евромамой включаем его в "Tosense 520TSC" и подключаем шланг-гофру, идущую к горелке. Конкретно там прикручиваем штуцер паровой трубки (к нему припаян и силовой провод катода горелок), подключаем разъем включения клавиши на горелке и еще отдельный провод анода внутренней дуги плазмы. Все эти провода обвивают паровую трубку с целью уменьшения теплопередачи на гофру и наружу. Водно-спиртовый пар подается внутрь катода, охлаждает его, сам перегревается и через завихритель подается к соплу горелки, а затем внаружу, обеспечивая работу внутренней или наружной дуги и защищая огневую зону от наружной среды. С горелкой TIG водно-спиртовый пар гораздо меньшего давления обеспечивает лишь защиту рабочей ванны от окисления.. Следовательно, на горелках очень желательно иметь вентиль регулировки подачи пара. В горелке SG-55 или AG-60 пар или воздух подается вовнутрь катода для его охлаждения, как было уже сказано выше и его подачу можно регулировать иглой вместо пробки, которая ранее просто затыкала дырку.
А пока я таращился на оставшийся не у дел электромагнитный клапан на 24в., в голове родилась мысль - и почему бы не применить его для сброса давления с подушек пневморазгрузки подвески ISUZU вместо клавиш? А при некотором размышлении возникла идея координированного поворота, когда при входе в поворот кузов не вываливается внаружу поворота, а наоборот - заранее наклоняется внутрь поворота, а при выходе из поворота плавно возвращается к центру. А управлять ЭМ клапанами сброса давления подушек можно подрулевым переключателем поворотов через дополнительные реле. При этом еще и влага из подушек будет удаляться, ибо они - низшие точки пневмосистемы. Очень сильно подумаю попозже... |
|
|