|
|
|
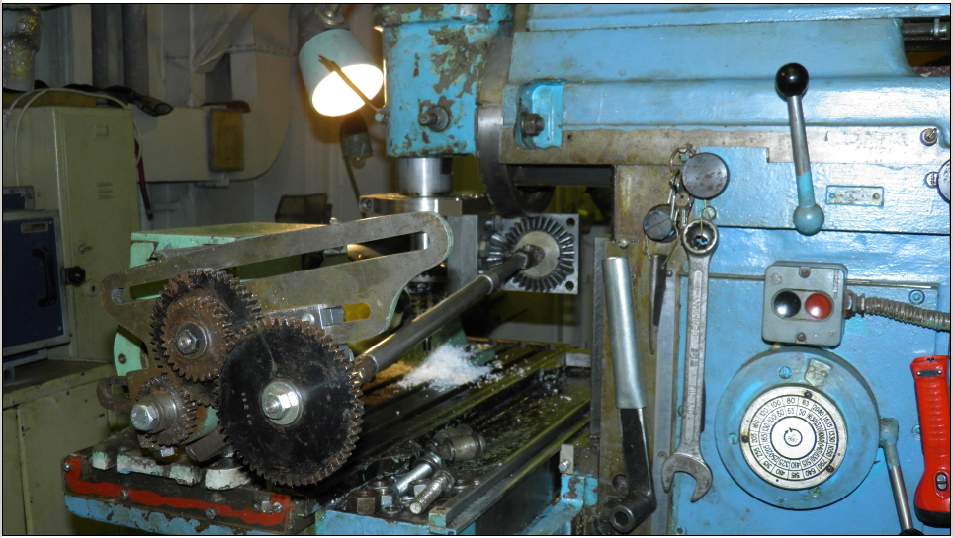
А за следующие 100 лет.. я еще не то сделаю. Однако быстро сказки сказываются, да не скоро дело делается... Это я к тому, что вот уже 3 года я буксую на месте, не могу сделать детали для этого движочка. Причина проста - не найти изготовителя.. Однако не прошло и 5 лет, как моя контора расщедрилась и купила мне муфельную печь на 1150 градусов для термообработки всяких дельных вещей, которые я периодически делаю. Сегодня, 21.12.2014, я весь день перемещал ее с палубы в токарку, затем освободил для нее место, затем воткнул ее туда и почти закрепил. Новая игрушка оказалась с микропроцессорным управлением, надо еще научиться пользоваться ею правильно, но включить ее на просушку и навонять - это я мигом.. Теперь я имею полный цикл металлообработки - могу покупать сталь 95Х18Ш, сам вытачивать, фрезеровать, строгать пазы, термообрабатывать и шлифовать детали - очень здорово! Тогда ставлю задачу на этот рейс - научить широкоуниверсальный фрезерный станок делать точные шестерни модульными червячными фрезами, а следующим летом куплю эти фрезы, помучаюсь с покупкой заготовок - а уж дальше все в моих руках!! Не скажу, что это легко и просто - но ведь жутко завлекательно и интересно, независимо и намного дешевле, а если испорчу - то не на кого обижаться.. Ну, а теперь смотри - на шпинделе поворотной головы станка крепится модульная червячная фреза и большая угловая шестерня, которая передает вращение малой угловой шестерне, а от нее вращение передается коротким валом второй малой угловой шестерне, которая передает вращение второй большой угловой шестерне, так получился универсальный угловой редуктор с коэффициентом передачи = 1. Универсальность этого редуктора в том, что его выходной вал может быть направлен в любую сторону и под любым углом. От него горизонтальный карданный раздвижной вал передает вращение гитаре - набору шестерен привода делительной головки. Вал привода делительной головки делает 40 оборотов, а заготовка - 1 оборот. Арифметика проста - если наша будущая шестерня должна иметь 20 зубьев, то фреза должна сделать 20 оборотов за один оборот заготовки, тогда передаточный вал тоже сделает 20 оборотов, а гитара удвоит и передаст 40 оборотов на вал делительной головки, которая повернет заготовку на 1 оборот. Это задача номер один - сочинить угловой редуктор и раздвижной вал. Вторая задача - надо сделать нониус на шкалу разворота поворотной головы станка, ибо угол подъема винтовой линии фрезы должен выставляться точно, от этого зависит точность ее работы и точность готовых шестерен.. Этот угол дается в градусах и минутах на торце фрезы.Третья задача - многие заготовки желательно крепить в центрах, поэтому следует либо использовать хобот делительной головки (у меня даже такой есть..), либо ставить упор на столе фрезерного станка, что более жестко (такой тоже есть!!). Разумеется, хотелось бы второй конец вала модульной фрезы тоже закрепить жестко, чтобы не отгибался, но увы - не получится, поэтому придется делать шестерню за много мелких проходов... Однако есть вариант жесткого крепления фрезы в центрах на горизонтальном шпинделе и выдвижной руке, но угол подъема винтовой линии фрезы выставлять смещением второй опоры вала - довольно противная задача, зато угловой редуктор состоял бы из двух шестерен. В этом случае зубофрезерная приспособа крепится на болты крепления поворотной головы, большая угловая шестерня зажимается вместе с фрезой, а малая угловая шестерня передает вращение гитаре делительной головки через раздвижной кардан. Поперечная подача головы (или высоты стола...) - это врезание в заготовку, максимум 10 мм. для М4, а вот продольная подача стола - прорезь по длине зуба шестерни, для распредвала надо не менее 166 мм. и раздвижной на 200-300 мм. карданный вал позволяет делать обе эти операции.. Теоретически эти приспособы копируют работу зубофрезерного станка, даже можно делать точные косозубые и не очень точные угловые шестерни, но это намного сложнее и мне пока не надо, хотя... 31.12.2014 - неужели я еще жив и даже здоров? Последний денечек этого года и я отдираю 30-летнюю грязь с угловых шестерен, которые откопал для постройки зубофрезерной приспособы, потом попробую прикинуть ее размеры и общее устройство, потом поищу подшипники.. Прикинул, с перерывом на ужин и бой праздничных курантов, все должно получиться.. Правда, в гитаре будет много передаточных шестерен - великовато расстояние, но терпимо, терпимо.. Подшипники 203 тоже нашлись, в роликах рольганга, которого не существовало, новье 30-летней дряхлости.., мне они - в самый раз. А видел бы ты, как располосовывает 20-мм. толщины сталюку фрезерный станок с отрезным кругом 1.6 мм..! Первый день 2015 года, случилась любимая до слез развлекуха - послал меня стармех решать надоевшую до чертиков проблему перегрева компрессоров "Зауэр". С первым из них уже пятый год трахаются все - Майкл Вебер, рембригады завода Зауэр и наш, недоношенный по профессии Колчин, "3-ий механик по научному оборудованию". Меняли поджаренные ступени сжатия, агрегаты охлаждения, процессоры управления, обвинили масляную пленку (де, препятствует теплопередаче..) - меня ужасает жуткая некомпетентность людей с дипломами неизвестного происхождения в простейших вопросах техники... Но теперь у нас уже три "Зауэра" и один геморрой - их перегрев. Сколько умных слов, теорий, распоряжений, переписки и лишней глупой работы - ты и представить себе не сможешь. А ларчик, как всегда, просто открывался... Представь себе три громадных компрессора и три агрегата охлаждения к ним. Между собой они связаны трубами, по которым небольшие насосы прокачивают пресную воду охлаждения. К холодильникам пресной воды агрегатов охлаждения мощный насос в машинном отделении подает забортную воду, которая отбирает тепло и затем сливается за борт.. Вот так все простенько устроено. От компрессоров все эти трубы поднимаются вверх, идут под потолком (подволоком..), а затем опускаются вниз, к агрегатам охлаждения.. Почему так? Да я без понятия.. В самих агрегатах охлаждения центробежные насосы находятся тоже внизу, а красивые трубы тоже поднимаются вверх, потом вниз и, внимание! - ни краников Маевского, ни поплавковых воздухоотводчиков... Нормальный человек с школьным образованием сразу бы въехал - система просто завоздушена и работать не будет, пока не будет удален воздух. Насос просто выплевывает литр жидкости, которая в нем была - и все.. Но самое прикольное, там есть стекло, чтобы видеть - чи работае насос, чи не.. - и все эти "спецы" таращились в эти стекла с умным озабоченным лицом и покачиванием головой, да-да, вода есть, усе работает, работает, yes, yes O'key.. Моя задача оказалась простой, как три рубля - сначала раздать флянцы под потолком и выпустить воздух из труб, при этом еще и поддакивая, да,да,да, может электромагнит перекрыл трубу, поэтому нет циркуляции, да, да, да, насос не включится, пока нет температуры (хотя он давно крутится, только бесшумно..), затем раздать флянцы на насосе и выпустить из него воздух, потом чуть открутить болты на стекле с той же целью, потом еще раз сделать тоже самое, затем еще раз.., сбегать за фонариком и посмотреть - в ту ли сторону крутится насос... Стармех молча наблюдал и бледнел, закипая, это был дурной признак, я его понимаю, сам много лет был боссом - ему эти Зауэры всю плешь проели, сотни тысяч евро потрачены, толпа умников мозги годами компостировала и никто, никто не догадался просто спустить воздух!!! С шипением воздуха проблема исчезла, в стекле возникла мощная струя воды с пеной и брызгами, температуры сразу упали, а еще я показал, где надо поставить краники Маевского или поплавковые воздухоотводчики и выслушал в ответ, готовься на следующий рейс - сюда... Ну, это еще бабушка надвое сказала.. Однако за аналогичные бурные развлекухи в Таллинне он мне выдал 1000Е, кто б мог подумать... Дык, значит, режу я себе заготовки и думаю - а чево это станок так грохочет? Не утерпел, полез к нему в задницу - посмотреть... А там шкив на валу электродвигателя раздолбало так, что вот-вот вообще убежит искать себе нового хозяина. Пришлось раскорячиться в весьма странной позе и... через день хитроумных операций шкив прочно сел на место, плюс натянул цепи привода подач и станок снова начал работать нормально. Надо бы еще голову разобрать, выгрести грязь и помазать густо... А потом снял с переборки сиротливо висящий много лет поворотный столик - и там побывали чьи-то тупорылые шаловливые ручки, отломали стопор привода червяка.. Ну, мне-то еще повезло, на втором пароходе нашей смешной конторы вообще все станки убитые. А здесь я еще нашел две модульные червячные фрезы - М1 и М2, правда М1 уже сто раз переточена, но М2 переточена только один раз и вполне годится для проверки работы зубофрезерной приспособы, причем шестерни М2 применяются на приводе делительной головки (Z = 18, 20, 24+24, 28, 32, 36, 40, 44 + 44, 48, 70.. ), в гитаре токарного станка 16К20, очень многие потеряны и я могу попытаться сделать сам нужные недостающие. Кроме того, есть мысль и я ее давно думаю - может стоит применить в движке шестерни не М4, а М2.5 - ведь длина зубьев 27 + 27 мм. - довольно большая и надо будет тщательнее прикинуть их нагрузку и прочность.., может тогда беспокойство из-за слишком большой производительности масляных насосов улетучится... Сочинив себе любимому мотивацию и заинтересованность, я принялся за работу и теперь наша раздолбанная токарка постепенно превращается в некоторое подобие филиала НИИ точной механики... Без огорчений не обойтись - везде следы тупых шаловливых ручек дураков с инициативой. Например, загадочно не держался размер на лимбе поперечной подачи и вскрытие показало, что зачем-то удалена пружина лимба, а край с забоинами от молотка периодически останавливал лимб.. Или не работала система продольной подачи стола - пришлось разобрать и вернуть все в заводское состояние, выкинув заумные, неизвестно для чего сделанные придумки. Или шлифовальная магнитная липучка - сначала пришлось отфрезеровать кривое основание, а затем целый день шлифовать кривую рабочую поверхность.. Зато сейчас я тащусь, ибо станок обрел независимость и может работать сам по себе в пределах дозволенного... Применение смеси масел Reniso Triton SE55 и ХФ-12 для смазки и охлаждения фрез дало хорошую чистоту поверхностей - это было правильное решение, но качка - это очень неудобно для точных работ, особенно когда пароход заваливается на 15-20 градусов и все железяки вдруг обретают самостоятельность... Жаль, что не взял с собой цифровые штангенциркули для станка и шпиндельный микроскоп, сейчас намного облегчил бы себе работу... И совершенно не в тему - попросили меня заточить ножи-решетки на камбузную мясорубку.. Ну жить я не можу без выпендрежу и решил шлифануть их алмазной чашкой, а поскольку с жидкостью - то на небольших оборотах и с довольно большой подачей, чтобы не разбрызгивало... камни в чашке довольно крупные и вскоре оказалось, что чашка не шлифует, а давит, выглаживает каленую поверхность и создает весьма большой и суровый наклеп. В результате на режуших кромках ножей и решеток появился жутко острый и твердый заусенец. Чтобы не порезать руки, мне пришлось попотеть и шкуркой снимать его на внешних кромках решеток и тут-то я понял, насколько он тверд и прочен... Наши тетки были счастливы, закормили меня мороженым и даже блюдут мое правило - начинать работу мясорубки с кусочка сала, дабы режущие кромки смазывались... А я беру в свою копилку правило - применять алмазное выглаживание везде, где смогу... SergeCorobkin = 21:25 05.03.2015 За лето 2015 я купил червячные фрезы М4 и М 0.4, шпоночные фрезы, левые и правые метчики и лерки - М30х1.5, М22х1.5 и М12х1.5 и еще всякую необходимую мелочь, типа суперфехралевой проволоки для муфельной печки. Теперь дело за главным, приспособой для нарезки шестерен. Если станок вытянет М4, то все остальное - дело времени и желания.. И опять в Антарктиду... Увы, все мои жалкие попытки отбрехаться от научного оборудования потерпели неудачу и теперь я в трех должностях - моторист, токарь и 3 мех. по Н.О., что означает очередное увеличение загруженности и уменьшение свободных возможностей. Околдовали, демоны... Народ стебется, обзывает меня Колчиным и навешивают всякие Колчинские особенности поведения, хоть на дуэль вызывай каждого третьего.. По телефону в КВД я так и отвечаю: "Колчин слушает.." и ведь никто уже не ржет..
Эти три компрессора жрут по 200квт каждый и жмут по 500 кубов воздуха в час до 150, а могут и до 440 атмосфер, но нам не надо... Каждый имеет свою историю болезни, где я вычитал, что высшеобразованный, но недоношенный по профессии Колчин (а проще - жутко тупой лентяй..) в прошлом рейсе оставлял их несколько раз без охлаждения и даже без масла, в результате чего спалил новый компрессор №3 (кольца залегли в нагаре..) и теперь он жрет 2.1 литра масла Rarus 827 в сутки. У предшественников "Зауэров", отечественных ЭК-30-2, просто заклинивали и обрывались поршни... Теперь это мне геморрой..
По этой трубе забортная вода приходит к станциям охлаждения компрессоров. Я поставил термометр, чтобы видеть температуру (здесь, в море Уэдделла - минус 2 градуса!) и реле давления, которое включает красную лампу при падении давления забортной воды меньше 0.8 бар. При этом событии следует немедленно оставить мечты об обитателях кварталов красных фонарей и стремительно мчаться в машину, чтобы включить резервный насос и понять, что произошло, а не подпрыгивать, когда компрессоры остановятся по перегреву... Может в будущем я даже проведу их "Пуск-Стоп" в помещение КВД, чтобы можно было мгновенно запустить второй насос, а потом уже учинять разборки.
Вот она, горит сейчас, потому что насос остановлен мною за ненадобностью. Еще она загорится, когда при сильной бортовой качке кингстон хапнет воздух и насос завоздушится (старые советские насосы не имели такого дефекта..), или фильтр забьется антарктическим крилем, или сам насос накроется - или балбес с шаловливыми ручками кнопочку не ту нажмет.
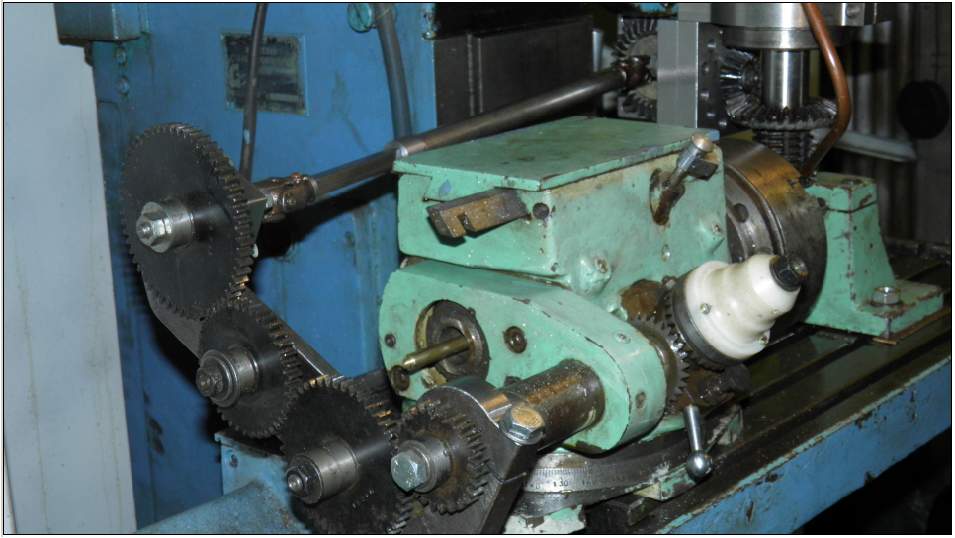
Тем временем изготовление зуборезной приспособы подходит к завершению - сделать несколько шпоночных пазов, прикатать вторую пару шестерен на алмазной пасте, промыть, собрать, сделать 2 держателя для червячных фрез на М4, М2, М1 и М0.4, придумать что-нибудь вместо делительного механизма головки... Легко сказать, да трудно сделать, особенно если массу времени пришлось убить на изготовление поводка для работы в центрах, приведение задней бабки точно в ось шпинделя и прочие нудные мелочи... Гитара делительной головки предполагает одно, двух и трехрядное расположение шестерен, что позволяет иметь весьма широкий диапазон передаточных чисел и это обязательно пригодится когда-нибудь. Кроме того, если делительная головка будет установлена вместо стола, то ее можно связать через шестерни гитары с винтом вертикальной подачи стола и делать всякие мудреные винты или затачивать фрезы с винтовыми режущими кромками...
Натюрморт во всей красе - слева поводок для обработки деталей в центрах токарного станка и он же универсальный держачок для лерок, затем одинокая невинная, никем не пробованная фрезочка М 0.4, выше нее гибрид из б/у фрез М2 и М1, но без шестерни привода зуборезной приспособы, которая угнездилась выше, над новой, большой и красивой фрезой М4. Я довольно лихо навострился делать точные хвостовики Морзе №4 и, если понадобится, сделаю отдельный держак для фрез М1 и М 0.4, а еще предстоит заточка жутко тупых фрез М1 и М2.. А сёдни уже 25.01.2016 - как мчится время в рейсах!!!
Вместо делительного устройства я сделал капролоновую муфту, соединившую приводной вал гитары и червяк привода головки, потому что делительное устройство не желало, чтобы кардан проходил сквозь зону евоного влияния.. Разумеется, лишь на время работы станка в зуборезном режиме, поэтому она легко ставится и снимается.
Заточка фрезы М2 - здесь вспышка Олимпуса остановила мгновение при 1330 об/мин. Вот наглядная демонстрация "мнимого" ускорения Кориолиса, которое в артиллерии называют упреждением.. Угадать примерно угол наклона делительной головки несложно, подкладывая прокладки под болты крепления ее, а лучше немного посчитать и выставить точный угол, который обозначен на торце фрезы. В целом работа нудная - стоишь, как пень, слушаешь как оно верещит, туды-сюды повернуть, туды-сюды повернуть... Поскольку алмазный круг с довольно крупным зерном, то придется попотеть и аккуратно снять алмазным надфилем твердый заусенец, который портит геометрию режущих кромок фрезы.
Итак, Зубофрез готов и сделал первую шестеренку М2 на 10 зубьев из тефлона, я очень доволен, получил выброс эндорфинов и снял видеоролик (щелкни...) , в котором, слегка захлебываясь от восторга, попытался рассказать - какая это офигенская штучка.. Для ее материализации пришлось очень много поработать, в прошлом рейсе начал и вот сегодня, 1.02.2016, закончил.
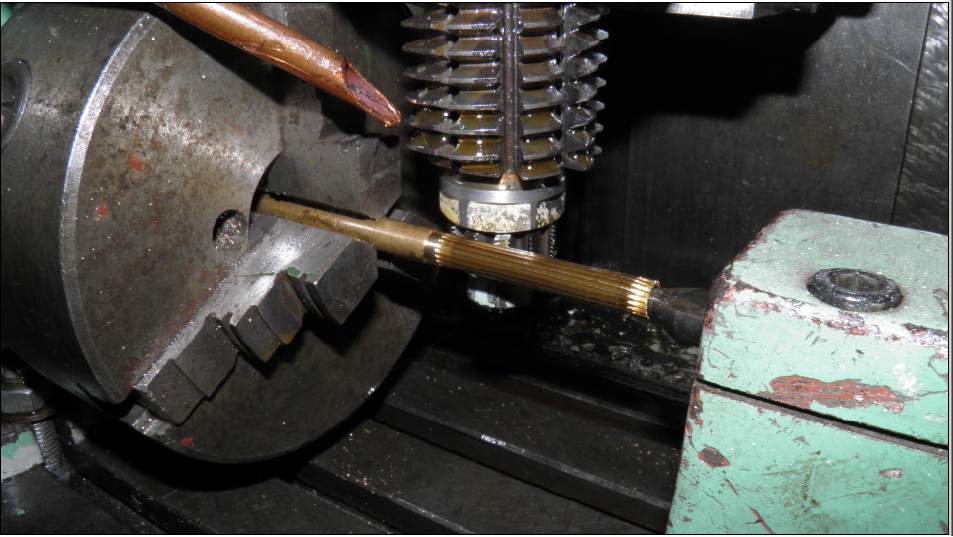
Расчет примитивен, допустим делаем шестерню на 10 зубьев модуль М2, значит диаметр делительной окружности 10х2=20мм. Измерим высоту режущего зуба реальной фрезы = 5мм., отсюда наружный диаметр заготовки 20+5=25мм., а диаметр по впадинам 20-5=15мм. (теоретически на новых фрезах высота режущего зуба равна Мх2.5, если модуль 4, то высота зуба = 4х2.5=10мм., потому что зуборезная трапеция стандартизирована - почти всегда...). Подводим фрезу, чтобы чуть прижала зубом полоску фольги или тонкий щуп, запоминаем лимб поперечной подачи, убираем щуп, запускаем станок и осторожно добавляем толщину щупа на лимбе, наблюдая за появлением первых рисок. Записываем лимб - это наружный диаметр. В зависимости от прочности заготовки врезаемся на 5мм. за множество проходов, оправка с заготовкой должна крепиться только в центрах или на конусе Морзе №4, а не халтурно, как здесь - в патроне делается все только с одной установки, а в центрах хоть 100 раз переставляй и еще - точный диаметр делительной окружности мы можем сделать только от наружного диаметра, а от этого зависит правильная и бесшумная работа шестерен...
Вот это и есть первый продукт Зубофреза, который я слегка подкрасил для более контрастного снимка. Это модель главных шестерен коленвала - 10 зубьев М4 из стали 95Х18Ш (щелкни...) для движочка вертолета и теперь я уже уверен, что скоро все получится. А сейчас я замеряю максимально возможную длину шестерни, которую можно на нем сделать (370мм.!), потом сделаю несколько миниатюрных шестерен М 0.4 для швейной машины, упакую Зубофрез до лучших времен обретения заготовок и займусь опять плазменной горелкой.. Ага, размечтался - начала клинить делительная головка, потом я сломал хрупкую чугуньку гитары и пришлось делать новую - стальную и прочную, а головку герметизировать и заливать масло, так что воз и ныне там...
Сегодня 19.02.2016, возникшие трудности преодолены наконец и теперь это работает с новой гитарой и в новом варианте расположения - на конце рабочего стола. Мне не очень-то понравилось, когда шестерни гитары шкрябнули по куртке - опасно, блин!! и я решил удалить их из рабочей зоны оператора подальше. Очень жаль, но продольная подача стола возможна только вручную - уж больно велики оказались штатные подачи, так что придется постоять у станочка немало...
Вот такие сложные малипусенькие шестеренки для лапки будущей крутой швейной машинки. Аж самому не верится...
|
|
 |
|